您现在的位置是:主页 > 控制 > 其他控制电路图 >
专用行车拖动控制系统-其他控制电路图
发布时间:2023-02-09 02:19:16所属栏目:其他控制电路图 已帮助人编辑作者:电路图知识网
电动行车是现代化工厂中用于物料输送的重要设备,传统的控制方式下,大都采用人工操作的半自动控制方式。在许多场合,为了提高工作效率、促进’生产自动化和减轻劳动强度,往往薷要实现电动行车的自动化控制。实现自动化控制,可以使行车能够按照预定顺序和控制要求自动完成一系列的
工作。本例以工厂电镀专用行车为例,利用PLC构成一套自动控制系统,实现对龟镀专用行车的自动控制。
(1)拖动系统设计专用桎车的前后和升降运动由三相交流异步电动机拖动。根据电镀行车的起吊重量,选用两台J 02-12-4型电动机进行拖动,并采用一级机械减速。
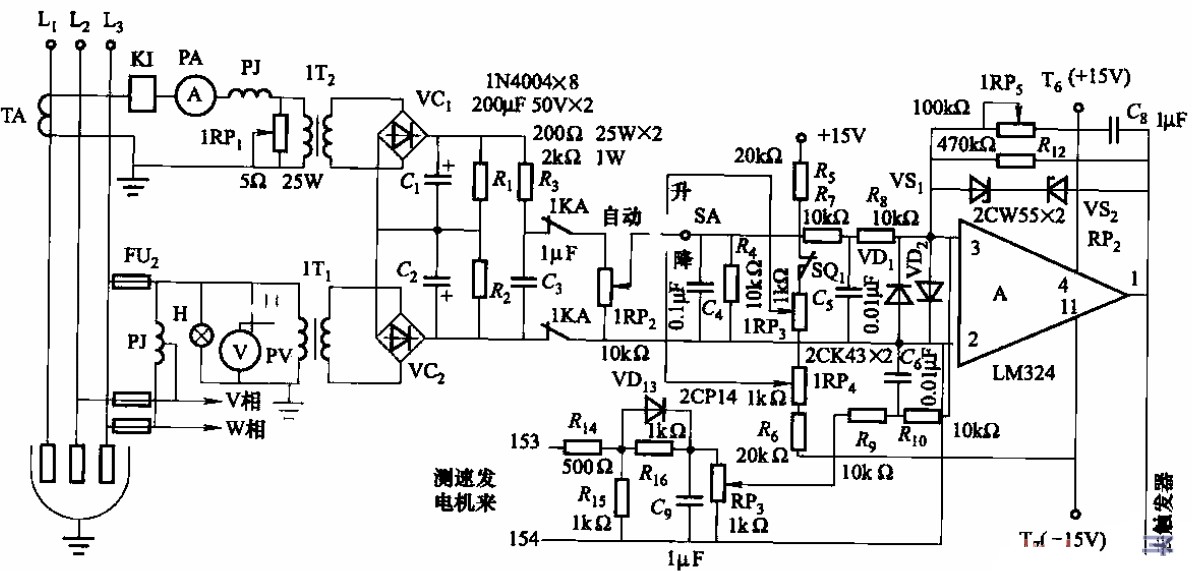
拖动控制系统如图26-35所示。其中,行车的前进和后退、上升和下降控制通过电动机的正反转来实现,行车的前后和升降运动停止时,采用能耗制动,以保证准确停位。在平移过程中,升降电动机采用电磁铁制动,以防止吊篮因自重下滑。
图26-35中,接触嚣KM1\KM2通过控制“前/后”电动机的正、反转,实现行车的前进和后退;接触器KM3/KM4控制“升/降”电动机,实现行车的上升和下降;接触器KM5和KM6控制行车的前、后制动器,接触器KM7和KM8控制行车的升、降制动器。FR1和FR2为热继电器,起保
护作用。 ’
(2) PLC选型及地址分配根据该专用行车的控制要求,选用三菱公司的Fl-40M型PLC,其基本I/
O点数为:输入24点,输出16点。
在电镀行车PLC控制系统中,PLC的I/O点数随电镀槽的数目不同而不同。4个电镀槽时,共需要PLC有20点的输入,8点的输出;每增加一个槽,会增加2点的输入,其中一个用于槽位控制行程开关,另一个用于槽位选择开关;而PLC的输出点数与电镀槽的数目无关.如果电镀槽的数量较多,可根据需要再配用F系列的扩展单元,如选用Fl-20E型或Fl-40E型扩展单元等。在本例中,电镀槽的数目为4个,无需增加扩展单元。PLC的u0地址分配情况见表
Tags:
相关文章

其他控制电路图相关资讯
采用功率开关集成电路的恒温控制电路-其他控制电路图
棉花湿度检测电路-其他控制电路图

5通道低功耗可编程传感器信号处理器AD7714和微处理器构成的隔离-其他控制电路图
卫生间门控开关电路(四)-控制电路-其他控制电路图

峰值检知器电路(Peakdetector)-其他控制电路图
采用UAA1016B集成电路的恒温控制电路-其他控制电路图

采用晶体管的湿度控制电路-其他控制电路图

能驱动继电器的射极耦合单稳态电路-控制电路-其他控制电路图
隧道二极管双稳态电路-控制电路-其他控制电路图
生物芯片扫描仪弱信号检测方法-其他控制电路图
1.5V低电源音频电平检测电路-其他控制电路图
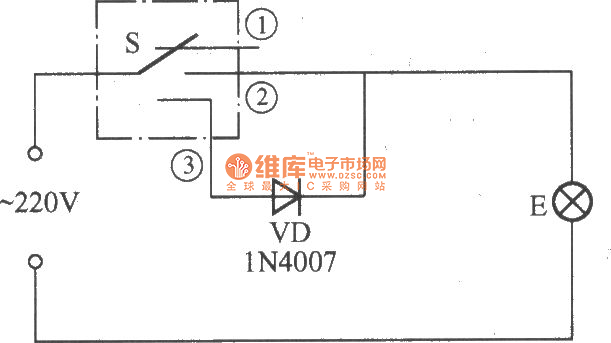
简易变光拉线开关电路-控制电路-其他控制电路图
555简易恒温控制器电路-控制电路-其他控制电路图
简单的LED闪光灯电路图-其他控制电路图
液晶显示电子温度表电路-控制电路-其他控制电路图